Problem Solving to Provide Superior Thread Rolling Services
We may be thread rolling experts here at United CGTR, but that doesn’t mean thread rolling is always easy.
Let’s look at some of the challenges associated with thread rolling services and the solutions we’ve implemented for parts of all shapes and sizes.
Here’s How We Guarantee Perfect Threads on Challenging Parts
You may ask, “What’s a challenging part?” In the context of thread rolling, challenging parts are threaded parts that are unusually long, bulky, geometrically complex, or all of the above in the area that doesn’t need to be threaded.
To help you picture one of these parts, think of a two-liter bottle with a small screw-on cap and imagine the bottle is filled with liquid. You can easily pick up the bottle by the capped end, but if you turn the bottle horizontally while continuing to hold it by only the cap, the bottle’s weight distribution makes it very difficult to hold it securely by the threaded end.
This example may seem overly simplified, but it demonstrates the exact challenge we often experience when centerless grinding an unbalanced part in preparation for thread rolling services.
Thread rolling always starts with precision centerless grinding
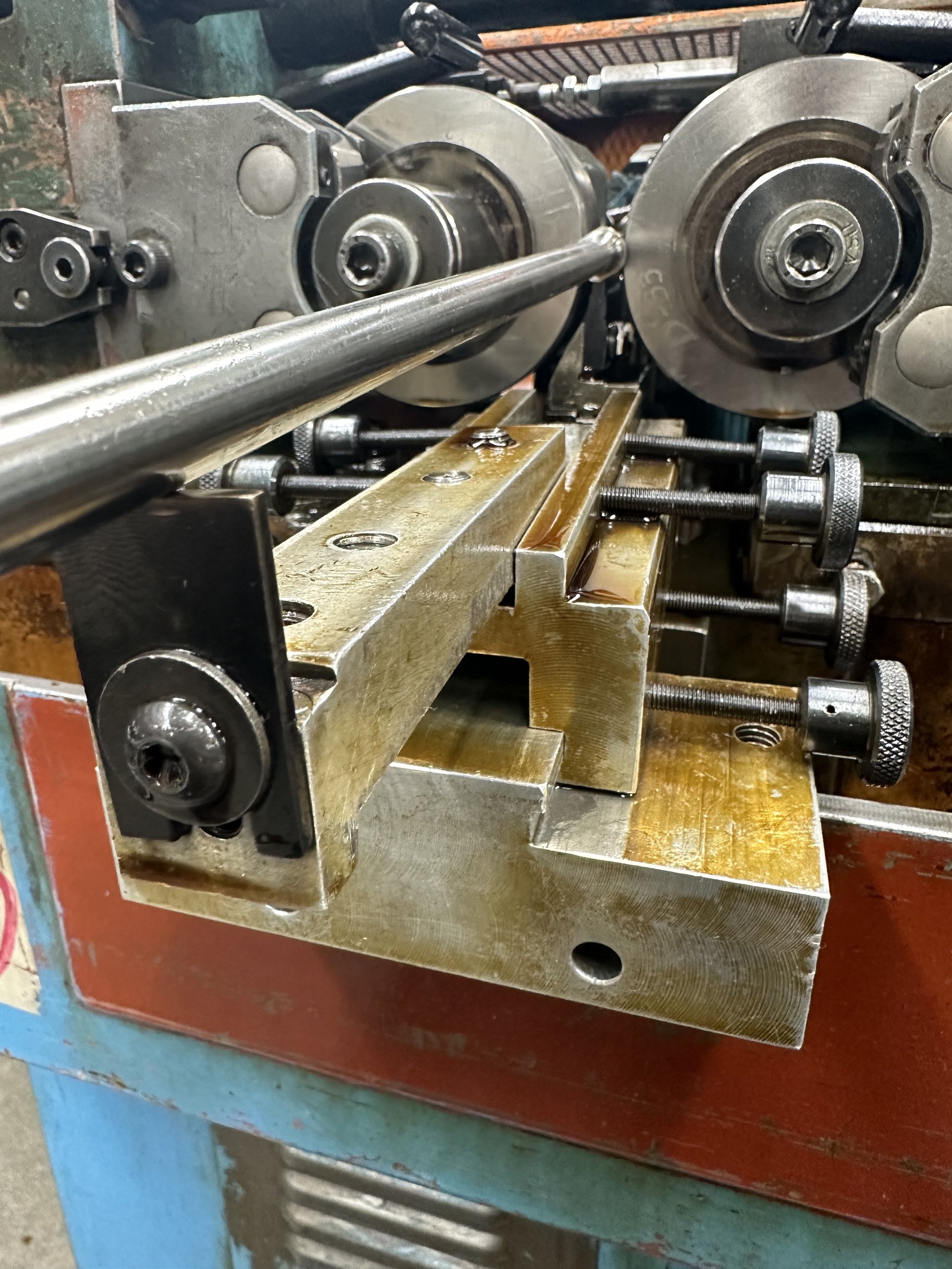
You can’t dive into a pool without getting wet, and you can’t roll precision threads without grinding the part first. (Well, most of the time. More on that later!)
In fact, the centerless grinding step is so crucial to the outcome of the rolled threads that we strongly recommend (and sometimes require) that customers allow us to perform it ourselves.
Why can’t you save a few bucks by grinding your parts before sending them our way for thread rolling services? Allow us to explain…
The soon-to-be-threaded section of your part must be ground with extreme precision, or it will not meet your design specifications once threaded.
Thread rolling, unlike thread cutting, does not cut away at the material. Thread cutting is the process that actually removes material to form the threads.
With thread rolling services, however, the material is simply displaced—nothing lost, nothing gained. As we roll your part between the dies that hold your specified thread shape, some of the material is compressed, causing the excess material to expand into the thread forms.
The only way to achieve exacting thread dimensions is to grind the soon-to-be threaded section of the part very carefully. Grind away too much or too little material, and we may be unable to roll the threads properly for optimum strength.
The moral of the story? Leave the grinding to us!
Challenging parts can’t be ground or threaded without the right workholding
During this critical centerless grinding process, the part must be held horizontally. As you’ve already visualized in the bottle example, securing an off-balance part in a horizontal position is not simple. To support the part’s weight during the horizontal process of precision centerless grinding, we must customize and create workholding suited to your unique part’s dimensions.
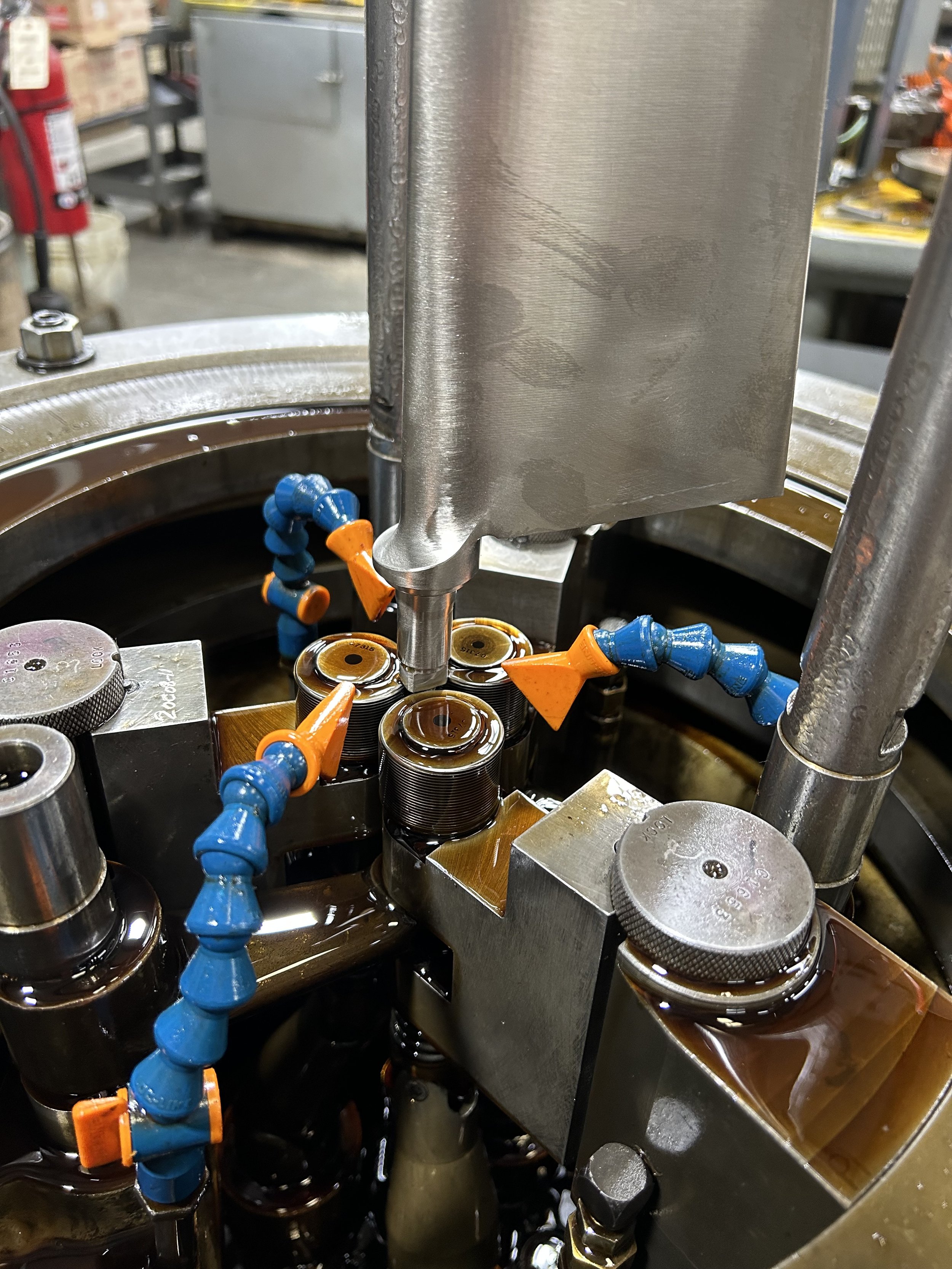
Workholding is equally important when we arrive at the thread rolling stage. Though thread rolling can be performed vertically, the part must still be securely supported to ensure that critical requirements such as concentricity and surface finish are met.
Poor stabilization during thread rolling can result in an issue known as “drunken threads,” meaning the crest of the threads is uneven or wavers. As you can imagine, drunken threads will prevent the mating component from securely connecting via the threads.
And what do we call parts with botched threads? In most cases, the only appropriate word is toast.
Creative Design for Manufacturing (DFM) solutions
Sometimes, a part simply won’t fit in our centerless grinding machines due to its size, shape, or weight distribution. In those scenarios, we can help you modify your part’s design to avoid grinding before thread rolling.
If we’re going to skip precision centerless grinding and go straight to thread rolling, your part’s threaded feature must be perfectly designed to the correct size.
When recently faced with an unbalanced part, we first crafted a cardboard mockup. Once we’d verified that the part would not fit into our grinding machines, we purchased a sample of the customer’s selected material and machined another mockup.
With this sample part, we were able to determine the precise dimensions necessary for rolling the part’s threads without performing grinding services first.
The customer modified their design, and we thread rolled their part to their specifications.
Thread Rolling Services at United CGTR
From precision centerless grinding to thread rolling and more, our team can tackle even your toughest parts.